LA SALDATURA – CARPENTERIA METALLICHE
La saldatura è un procedimento mediante il quale si realizza un’unione permanente, ottenendo la continuità dei materiali che vengono uniti.
Per effettuare una saldatura, viene provocata la fusione localizzata dei lembi dei pezzi da giuntare, con o senza l’aggiunta di materiale d’apporto.
Le Norme Tecniche per le Costruzioni stabiliscono che la saldatura, sia per quanto riguarda le attività in officina sia per quelle in cantiere, deve avvenire con uno dei procedimenti all’arco elettrico (§11.3.4.5 delle NTC2018 – Processo di saldatura) definiti dalla norma UNI EN ISO 4063.
Sono tuttavia ammessi procedimenti diversi purché sostenuti da adeguata documentazione teorica e sperimentale.

Cosa si può saldare?
Un materiale si considera saldabile, con un procedimento e per un dato tipo di applicazione, quando si presta alla realizzazione di una struttura in cui sia assicurata la continuità e che presenti caratteristiche che soddisfino i requisiti di qualità richiesti. Es. Saldare acciaio
Fattori da tenere in considerazione per la saldatura
Materiali – che nel processo di saldatura si distinguono in:
Materiale base
è il materiale che costituisce i pezzi da saldare; può essere lo stesso per entrambi i pezzi (saldatura omogenea), o diverso (eterogenea). I materiali metallici che vengono più tradizionalmente uniti sono l’acciaio, le leghe d’Alluminio, le leghe di Nichel e le leghe di Titanio.
Materiale d’apporto
è il materiale che viene introdotto sotto forma di bacchette, fili o nastri e depositato allo stato fuso tra i lembi da unire. I materiali d’apporto sono sempre particolarmente puri, quindi le impurezze all’interno della zona fusa di un giunto provengono generalmente dal materiale base. Non per tutti i procedimenti ne è richiesto l’utilizzo.
Parametri caratteristici – che risultano specifici per ogni processo di saldatura e che nella maggior parte dei casi riguardano:
potenza specifica, che rappresenta la potenza termica erogata per unità di superficie di materiale base, misurata in W/cm2;
velocità di saldatura, che rappresenta la velocità della sorgente termica, misurata in cm/min.
Pericoli per l’operatore – in quanto tutti i processi, essendo legati alla fusione di materiale, prevedono la presenza di calore e temperature locali molto elevate, nonché fumi e polveri, che necessitano l’utilizzo di opportuni indumenti e dispositivi di sicurezza (giacche, grembiuli, guanti, maschere oscurati, sistemi di ventilazione, etc.).
Tipologie di saldatura
I processi di saldatura costituiscono un universo piuttosto ampio e diversificato, che nel tempo si è adattato allo sviluppo dei materiali e delle tecnologie produttive.
A livello macroscopico, possiamo dire che i processi che sono stati maggiormente sviluppati in ambito industriale appartengono al gruppo della saldatura per fusione.
Tali processi utilizzano calore, generato in vari modi, per fondere il materiale base. I processi più comunemente utilizzati si possono classificare nei seguenti sotto gruppi:
Ad arco elettrico
La saldatura ad arco si riferisce ad un gruppo di processi che sfrutta l’arco elettrico generato tra due elettrodi.
L’arco può essere ottenuto utilizzando:
1. un elettrodo fusibile;
2. un elettrodo refrattario, ossia non fusibile.
Nel primo caso l’elettrodo, fondendo, fornisce il metallo d’apporto; quando, invece, si utilizzano elettrodi non fusibili alla temperatura dell’arco, il materiale d’apporto (se necessario) viene fornito a parte, utilizzando delle bacchette o del filo. Elemento fondamentale per ottenere un arco elettrico è la corrente. È possibile alimentare l’arco sia con corrente continua (CC) sia con corrente alternata (CA); la scelta dipende dal tipo di processo adottato e dal materiale che si vuole saldare.
Le principali tipologie di saldatura ad arco elettrico sono:
manuale ad elettrodo rivestito (MMA);
ad arco sommerso (SAW);
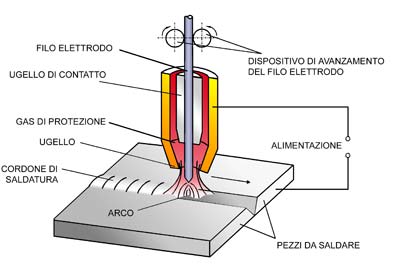
a filo continuo sotto protezione gassosa (MIG/MAG);
sotto protezione gassosa e con elettrodo infusibile (TIG) Saldatura Tig.


A resistenza
Si tratta di un procedimento di giunzione senza metallo d’apporto, nel quale il calore necessario per portare a fusione i lembi da saldare è fornito dalla resistenza opposta al passaggio di una corrente elettrica attraverso la zona da unire.
Ossiacetilenica
La saldatura ossiacetilenica è un procedimento che utilizza, come sorgente di calore, la fiamma risultante dalla combustione dell’acetilene (C2H2) con l’ossigeno (O2).
Ad energia concentrata
Appartengono a questo gruppo i procedimenti che utilizzano fasci di energia che riescono a concentrare sul pezzo potenze molto elevate, variabili da alcune migliaia a vari milioni di watt per millimetro quadrato di superficie. Fanno parte di questo sotto-gruppo le saldature:
Laser (LBW);
a fascio elettrico (EBW);
al plasma (PAW).
Tecniche di saldatura
Il processo di saldatura può essere manuale, semiautomatico, automatico o robotizzato, a seconda dell’apparecchiatura e del modo di esecuzione.
Manuale
Nel processo manuale, il saldatore regola manualmente l’apparecchiatura e movimenta l’elettrodo o la sorgente di calore (saldatura ad elettrodo rivestito e ossiacetilenica); nel processo automatico, viceversa, un dispositivo provvede ad alimentare l’elettrodo oppure la sorgente generatrice del fascio, a mantenerlo a distanza opportuna dal pezzo e a spostarlo lungo la linea di saldatura (saldatura ad arco sommerso, ad arco elettrico sotto protezione gassosa MIG/MAG e TIG, ad energia concentrata).
Semiautomatica
Il processo semiautomatico costituisce una via di mezzo tra i due precedenti: un dispositivo provvede ad alimentare il filo elettrodo o ad erogare la corrente mantenendo costanti gli altri parametri, mentre l’operatore ha il compito di spostare l’elettrodo lungo la linea di saldatura (processi ad arco elettrico sotto protezione gassosa MIG/MAG e TIG).
Robotizzata
Se l’operazione è eseguita mediante l’utilizzo di un robot industriale o un manipolatore programmabile, si definisce saldatura robotizzata. Viene impiegata prevalentemente per la saldatura ad arco elettrico sotto protezione gassosa MIG/MAG e TIG e per la saldatura Laser, ma anche negli impianti di assemblaggio finale delle automobili per l’unione a resistenza delle carrozzerie.
I controlli di qualità
Per verificare la qualità dei giunti saldati, esistono diverse metodologie raggruppabili in Controlli Non Distruttivi (CND) e prove distruttive.
I Controlli Non Distruttivi consentono di verificare la qualità delle saldature mantenendo l’integrità del giunto saldato e si distinguono in due gruppi:
1. prove superficiali (esame visivo VT, magnetoscopico MT, con liquidi penetranti PT);
2. prove volumetriche (esame radiografico RT e ultrasuono UT).
Queste due tipologie permettono di rilevare, nel primo caso, difetti superficiali o sub – superficiali, nel secondo caso, l’esistenza di difetti interni al componente.
Le prove distruttive, al contrario, prevedono la distruzione della giunzione e necessitano quindi di appositi campioni di prova. Lo scopo è principalmente quello di valutare le caratteristiche meccaniche (prove di trazione, di piega e di resilienza) oppure metallurgiche (macrografie o micrografie) del giunto.
Applicazioni della saldatura
Le principali applicazioni riguardano la costruzione di strutture di carpenteria, più o meno complesse, e la realizzazione di recipienti in pressione (caldareria). Le applicazioni in cui sono presenti giunzioni saldate sono estremamente diversificate: si spazia dall’ambito dei trasporti (veicoli terrestri, marittimi ed aerei) a quello delle strutture (ponti, capannoni, ecc.) fino ad arrivare alla componentistica.
La grande varietà di processi e tecniche utilizzabili rende la saldatura una tecnologia applicabile sia in fabbrica, molto spesso utilizzando degli impianti fissi, sia in cantiere, dove si sfrutta la facilità di movimentazione delle apparecchiature, caratteristica tipica di alcuni dei processi ad arco elettrico.